Color Sorter Machines in Rice Quality Control
Rice is one of the most consumed staple foods worldwide, and with growing global demand, maintaining its quality has become more important than ever. In traditional rice processing, separating impurities and ensuring consistency often required manual labor, which was time-consuming, inefficient, and prone to errors. Today, color sorter machines are changing the game by revolutionizing rice quality control in modern rice mills.
The Challenge of Rice Quality Control
Rice milling is not just about removing husk and bran; it’s also about delivering polished rice that meets both safety and market standards. Factors like discolored grains, stones, glass, plastics, and other impurities can compromise quality, reduce consumer confidence, and even harm health. Manual sorting cannot keep up with large-scale production and often fails to ensure uniformity.
This is where advanced color sorter technology steps in.
What is a Color Sorter Machine?
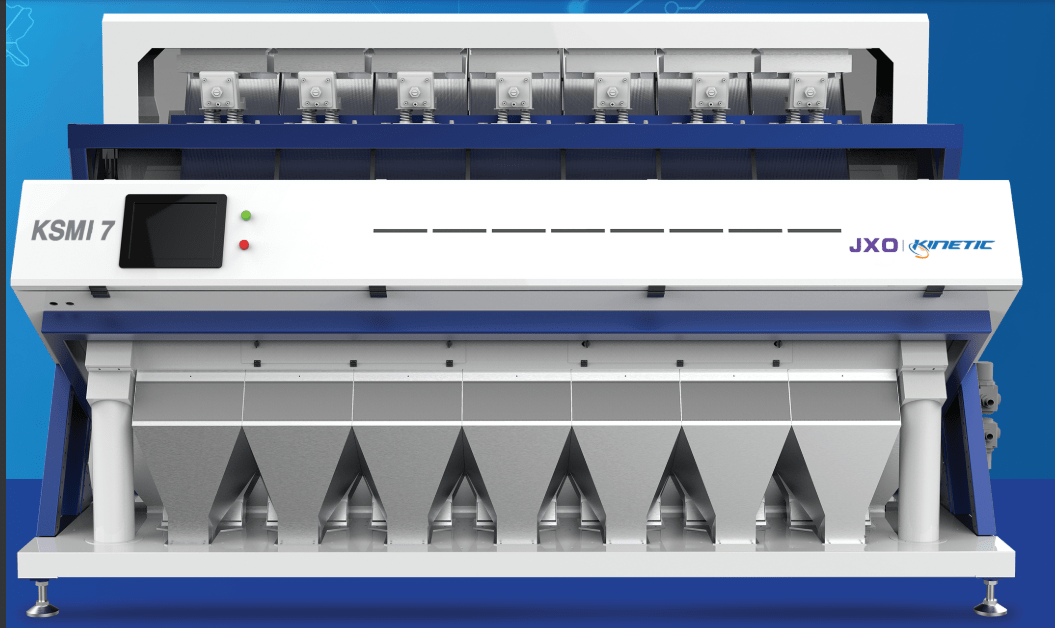
A color sorter machine is an advanced piece of equipment that uses high-resolution cameras and sensors to detect defects in rice grains based on color, size, and shape. Once detected, compressed air ejects the defective grain instantly, ensuring only the best-quality rice makes it to the final batch.
How Color Sorters Are Revolutionizing the Industry
1. Enhanced Precision
Unlike human sorting, color sorters operate with microscopic accuracy, identifying even the slightest discoloration or defect that the human eye might miss.
2. Consistency and Uniformity
Consumers expect uniform quality. Color sorters guarantee a polished rice output that is visually appealing and consistent across every batch.
3. Increased Productivity
Machines can process thousands of grains per second, drastically reducing labor costs and increasing throughput in rice mills.
4. Better Yield, Less Wastage
By precisely separating only defective grains, more good grains are saved, improving overall yield and profitability for mill owners.
5. Food Safety Compliance
Color sorters help meet stringent food safety standards by removing hazardous impurities like glass, plastics, or stones, making rice safe for consumption.
6. Adaptability Across Varieties
Whether it’s basmati, non-basmati, or parboiled rice, color sorter machines can be calibrated to handle different types of rice grains effectively.
Why Kinetic Group Leads in Color Sorting Technology
Companies like Kinetic Group have been pioneers in bringing cutting-edge color sorter technology to rice millers across India and beyond. With over 1,400+ successful installations and expanding expertise in turnkey rice milling plants, Kinetic ensures rice millers stay ahead with top-quality output and robust machinery that is easy to operate and maintain.
The Future of Rice Quality Control
As global demand for premium rice continues to rise, color sorter machines will only become more indispensable. Future innovations are expected to include AI-driven defect detection, IoT-enabled monitoring, and integration with fully automated rice mills. This will not only increase efficiency but also ensure traceability and compliance with international food safety norms.
Conclusion
The rice industry is evolving, and color sorter machines are at the heart of this transformation. They ensure precision, safety, and consistency—qualities that modern consumers demand. For millers, investing in a color sorter is not just about technology; it’s about building trust, improving profitability, and staying competitive in the global market.